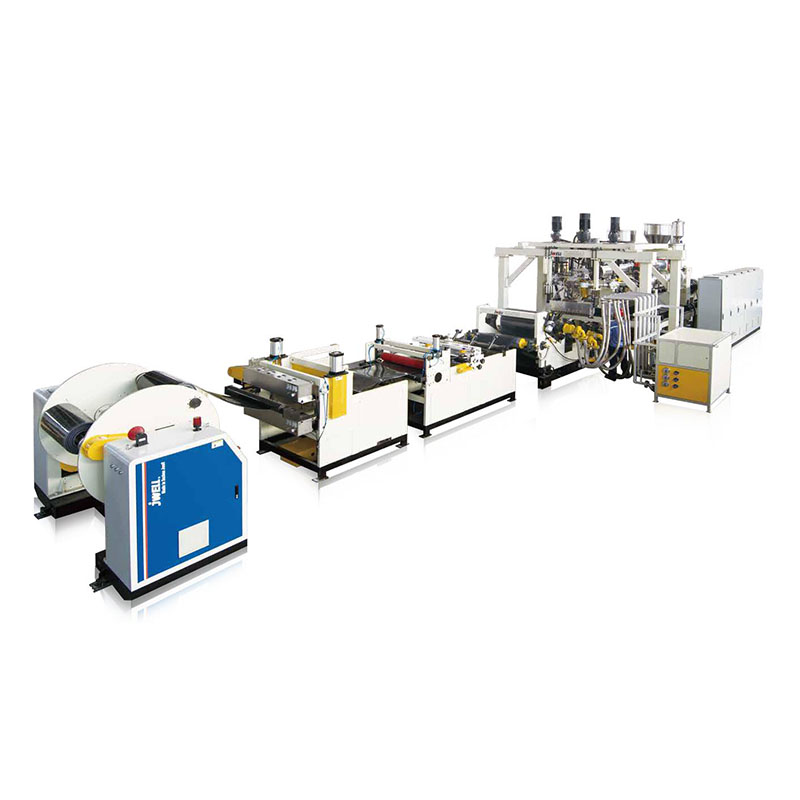
Extruderingslinje av PP och kalciumpulver miljöskyddsplåt
PP+CaCo3 miljövänlig plåtextruderingslinje
Det utvecklat av företaget Jwell använder de tre extruderarna för 3 eller 4 lager samextrudering. Denna linje använder Jwells senaste designade PP+CaCo3 ventilerade skruv och PLC-datorkontrollanordningen och automatisk tjockleksdetekteringsanordning så att maskinen kan maximera procentandelen av CaCo3 i plåtproduktionen för att minska kostnaderna för plåten och plåten som produceras kan få de goda fysikaliska egenskaperna och vidarebearbetningsförmågan. Det är den mest avancerade plåtmaskinen i Kina.
Huvudsaklig teknisk specifikation
|
Modell |
JW-120/100/45-1500 |
|
Produktens bredd |
1320 mm |
|
Produktens tjocklek |
0,3 mm |
|
Lagerstruktur |
A/B/C/A |
|
Kapacitet |
800 kg/h |
Obs: Specifikationerna kan ändras utan föregående meddelande.
Visning av färdiga produkter




Sammansättning av plastextruderingsmaskin
Huvudmaskinen för en plastextruderingsmaskin är en extruder, som består av ett extruderingssystem, ett transmissionssystem och ett värme- och kylsystem.
Extruderingssystem
Extruderingssystemet inkluderar extruder, matningssystem, skärmväxlare, doseringspump, T-munstycke. Plasten mjukgörs till en enhetlig smälta genom extruderingssystemet och extruderas kontinuerligt av skruven under det tryck som fastställs i processen.
Skruv och fat: Det är den viktigaste delen av extrudern. Det är direkt relaterat till extruderns användningsområde och produktivitet. Den är gjord av höghållfast och korrosionsbeständigt legerat stål. Pipan samarbetar med skruven för att åstadkomma krossning, mjukning, smältning, mjukgöring, ventilering och komprimering av plasten, och transporterar kontinuerligt och jämnt gummit till formningssystemet.
Matningssystem: dess funktion är att jämnt transportera olika former av plast till extruderns magasin.
Skärmväxlare: Dess funktion är att ta bort alla typer av föroreningar i plast
Doseringspump:Utrusta en pump framför extrudern, kontrollera trycket före pumpen och kontrollera extruderingshastigheten, vilket kan minimera pulsering och oregelbunden materialmatning och säkerställer att polymeren är smidig extruderad och kontinuerligt levererad till formhuvudet. Pumpens skal antar högkvalitativt legerat stål och
växeln använder kylt kromstål eller andra högkvalitativa metalliska material som säkerställer hög effektivitet och läckagesäker.
T-dyna: T-diets funktion är att omvandla plastsmältan som roterar till parallella och linjära rörelser, som införs jämnt och smidigt.
Transmissionssystem
Drivsystemets funktion är att driva skruven och leverera det vridmoment och varvtal som skruven kräver i extruderingsprocessen. Den består vanligtvis av en motor, en reducering och ett lager.
Värme- och kylanordning
Uppvärmning och kylning är nödvändiga förutsättningar för att plastextruderingsprocessen ska kunna äga rum.
1. Extrudern använder vanligtvis elektrisk uppvärmning, som är uppdelad i motståndsvärme och induktionsvärme. Värmeplåten är installerad i kroppen, halsen och huvudet. Värmeanordningen värmer plasten i cylindern externt för att öka temperaturen för att nå den temperatur som krävs för processdriften.
2. Extruderns kylanordning är inställd för att säkerställa att plasten ligger inom det temperaturområde som processen kräver. Specifikt är det för att utesluta överskottsvärmen som genereras av skjuvfriktionen orsakad av skruvrotation, för att undvika att temperaturen blir för hög för att göra plasten svår att sönderdelas, anvulkas eller formas. Fatkylningen är uppdelad i två typer: vattenkylning och luftkylning. I allmänhet är små och medelstora strängsprutmaskiner mer lämpade för luftkylning, och stora är oftast vattenkylda eller kombinerade med två former av kylning.





